

Einteilung der Prüfmittel
Messgeräte
Maßstab
Messschieber
Messschraube
Fühlhebelmessgeräte
Messuhr
Feinzeiger
elektrische Messgeräte
pneumatische Messgeräte
Endmaße ( Parallel-, Zylinder- Kugel-, Winkel-)
Winkelmesser
Hilfsmittel
Messständer
Messplatte
Klemmhalter
Lehren
Grenzlehrdorn
Grenzrachenlehre
Gewindegrenzlehre
Fühlerlehre
Haarlineal
Messgeräte
Maßstäbe (DIN 865, DIN 866); eng: steel ruler, frz: réglet métallique
Ein Maßstab ist das, was man umgangssprachlich ein Lineal (mit mm-Skale) nennt. Es gibt sie als Arbeitsmaßstäbe zum Einsatz in der Werkstatt und als Prüfmaßstäbe. Mit den Prüfmaßstäben überprüft man die Arbeitsmaßstäbe, die nicht so genau sind.
Prüfmaßstäbe sind übrigens so genau wie einfache Messschieber. Der Nonius am Messschieber hilft zwar, Bruchteile von Millimetern abzulesen, aber er macht das Ergebnis nicht genauer. Das ist wie mit dem Sekundenzeiger einer Uhr, der die Uhr auch nicht genauer macht.
Lineale sind im technischen Sinne etwas anderes als Maßstäbe, denn mit Linealen prüft man Geradheit oder Ebenheit. Wenn Sie besonders genau sind und eine scharfe Kante besitzen, nennt man sie auch Haarlineal. Lineale gehören zu den Lehren und benötigen keinen Strichmaßstab, sondern sie müssen einfach nur gerade sein.
Messschieber (DIN 862); eng: caliper; frz: pied á coulisse
Messschieber gibt es als Messschieber mit Strichskale, die hier nicht abgebildet sind. Messschieber mit 1/50-Nonius kann man auf 0,02 mm ablesen, ihre Genauigkeit beträgt aber nur ±0,02 bis ±0,06 mm, je nachdem, wie groß das Maß ist, das gemessen wird.
Arbeitsblätter mit Bezeichnungen und Ableseübungen gibt es bei Unterrichtsmaterial zur Prüftechnik .
Die Messunsicherheit eines Messschieber beträgt rund 1/10 mm .
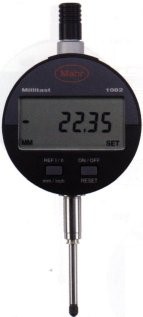
 Messschieber mit Rundskale (oder Messschieber mit Uhr, Abbildung rechts) können auf 1/100 mm abgelesen werden, sind aber tatsächlich nicht genauer als Messschieber mit Nonius. Fast grundsätzlich gilt in der Prüftechnik, dass Messgeräte nicht so genau sind, wie sie anzeigen. Das gilt auch für Armbanduhren (wer glaubt der Sekundenanzeige? ), für Tachometer, für digitalen Thermometern usw.
Messschieber mit Rundskale (oder Messschieber mit Uhr, Abbildung rechts) können auf 1/100 mm abgelesen werden, sind aber tatsächlich nicht genauer als Messschieber mit Nonius. Fast grundsätzlich gilt in der Prüftechnik, dass Messgeräte nicht so genau sind, wie sie anzeigen. Das gilt auch für Armbanduhren (wer glaubt der Sekundenanzeige? ), für Tachometer, für digitalen Thermometern usw.
 Messschieber mit Ziffernanzeige (Digital-Messschieber, siehe rechts) zeigen wie Uhren-Messschieber auf 1/100 mm an und sind bei kleinen Maßen genauso ungenau (±0,02 mm). Nur bei größeren Maßen sind sie genauer, dann beträgt ihre Genauigkeit ±0,04 mm. Ihr Vorteil ist also nicht die Genauigkeit, aber sie sind leichter abzulesen, deshalb gibt es weniger Ablesefehler.
Messschieber mit Ziffernanzeige (Digital-Messschieber, siehe rechts) zeigen wie Uhren-Messschieber auf 1/100 mm an und sind bei kleinen Maßen genauso ungenau (±0,02 mm). Nur bei größeren Maßen sind sie genauer, dann beträgt ihre Genauigkeit ±0,04 mm. Ihr Vorteil ist also nicht die Genauigkeit, aber sie sind leichter abzulesen, deshalb gibt es weniger Ablesefehler.
Messschrauben (DIN 863)
Messschrauben gibt es in vielen Bauarten. Ihre Maßverkörperung ist ein Gewinde, das meistens eine Steigung (= Abstand von Gewindespitze zu Gewindespitze) von 0,5 mm hat. Deshalb zeigt die Skalenhülse die vollen Umdrehungen der Messschraube in halben Millimetern an. Wenn sich beispielsweise die Messschraube um eine weitere halbe Umdrehung dreht, bedeutet dies, dass noch die Hälfte der Steigung von 0,5 mm hinzu kommt. Deshalb kann man die Bruchteile der Millimeter auf der Skalentrommel ablesen.
Die beiden Werte auf der Skalenhülse und auf der Skalentrommeln müssen addiert werden.
Arbeitsblätter mit Bezeichnungen und Ableseübungen gibt es bei Unterrichtsmaterial zur Prüftechnik .
Die Messunsicherheit einer Messschraube beträgt rund 1/100 mm.
Bügelmessschrauben

Die bekannteste Bauart ist die Bügelmessschraube (Bild rechts), mit denen man Außenmaße wie z.B. die Durchmesser von Wellen messen kann.
Bügelmessschrauben gibt es für alle Maße bis zu mehreren Metern, sie haben aber immer nur einen Messbereich von 25 mm. Der Messbereich ist der Bereich zwischen den kleinsten und den größten Maßen, die man mit der Messschraube messen kann, und steht auf dem Bügel der Messschraube.
Der Plastikgriff am Bügel der Messschraube ist notwendig, damit sich die Wärme der Hand nicht so leicht auf die Messschraube überträgt. Wenn nämlich der Bügel zu warm wird, dehnt er sich aus, dadurch kann die Messschraube weiter eingedreht werden und zeigt zu kleine Maße an. Die Wärmeisolierung nützt aber nichts, wenn die Messschraube in der Hosentasche oder in der Sonne liegt: -)
Die korrekte Messtemperatur beträgt übrigens immer 20°C, man nennt dies auch Bezugstemperatur.

Zum Überprüfen einer Bügelmessschrauben verwendet man Prüfstifte (Bild links) in verschiedenen Längen. Verschiedene Längen sind nötig, da ein Messgerät bei verschiedenen Maßen auch verschiedene Abweichungen haben kann. Dies ist wie bei einem Tachometer, der bei 50 km/h und bei 100 km/h unterschiedliche Abweichungen haben kann.
Die Prüfstifte sind Zylinderendmaße, die Messflächen haben, als ob sie aus einem Zylinder herausgeschnitten wären. Mit dieser Form können die Prüfstifte zwischen den Messflächen der Bügelmessschraube nicht verkanten - jedenfalls nicht in einer Richtung. Theoretisch wären Kugelendmaße noch besser, aber diese werden an der kleinen Berührfläche eher eingedrückt, außerdem sind sie teurer.
Die Verwendung von Endmaßen zum Prüfen von Messschrauben ist wegen der goldenen Regel der Messtechnik erforderlich. Nach dieser Regel muss nämlich ein Messgerät 5- bis 10-mal genauer sein als die Toleranz des Prüflings. In diesem Fall ist das Einstellmaß das Prüfgerät und die Messschraube der Prüfling, deshalb müssen die Einstellmaße 10- mal genauer als die Messschraube sein. Das leisten nur Endmaße.
Innenmessschrauben; eng: three-point inside micrometer, frz: jeu de micromètres intérieur

Andere Bauarten sind 2-Punkt-Innenmessschrauben, mit denen man z.B. den Innendurchmesser von Bohrungen misst. Der Durchmesser der Bohrung muss mindestens so groß sein wie die Innenmessschraube lang ist.

3-Punkt-Innenmessschrauben (Bild rechts) sind leichter zu zentrieren als 2-Punkt-Messschrauben, außerdem sind sie auch für kleinere Durchmesser geeignet.

Zum Überprüfen von Innenmessschrauben verwendet man Einstellringe (Bild links). Wie bei den Prüfstiften handelt es sich auch hier um Zylinderendmaße. Diesmal ist die Zylinderform leichter zu erkennen, weil sie vollständig ist.
sonstige Messschrauben

Für besondere Aufgaben benötigt man zusätzliche Ausstattungen.

Mit den Gewindeprüfstiften (Bild links) kann man den Flankendurchmesser von Gewinden prüfen. Man legt einen Prüfstift in eine Seite des Gewindes und die beiden anderen Prüfstifte auf die andere Seite des Gewindes. Dann kann man den Abstand der Prüfstifte mit einer Bügelmessschraube messen und den Flankendurchmesser des Gewindes berechnen.
Zahnweiten-Bügelmessschrauben (Bild rechts) haben Einsätze, mit denen man den Abstand von Zähnen bei Zahnrädern prüfen kann.
Messuhren, Feinzeiger, elektrische Messgeräte

Messuhren und Feinzeiger werden für Vergleichsmessungen eingesetzt.
Man kann sie auf einem Messständer einspannen (Bild links mit Feinzeiger) und auf einen Messtisch stellen.
Dann stellt man Parallelendmaße darunter, die ca. 1/1000 mm genau sind, und stellt die Messuhr (Feinzeiger) auf Null.
Zuletzt stellt man sein Werkstück darunter und liest an der Messuhr (Feinzeiger) die Abweichung des Werkstückes von der Länge des Parallelendmaßes ab. Wenn die Abweichung innerhalb der Toleranz liegt, ist das Werkstück in Ordnung.
Wenn man sein Werkstück auf dem Messtisch verschiebt, kann man auch noch prüfen, ob die Oberfläche des Werkstückes eben ist.
Messuhren; eng: dial gauge, frz: comparateur á cadran, span: comparador de cuadrante

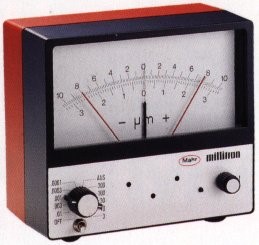
Bei Messuhren mit Rundskale (Bild rechts, daneben eine Messuhr mit digitaler Anzeige) wird die Längsbewegung des Messtasters mittels Zahnstange und Zahnrad auf den Zeiger übertragen. Dadurch kann sich der Zeiger der Messuhr mehrmals im Kreis drehen. Die Anzahl der Umdrehungen wird mit einem weiteren Zeiger angezeigt, so wie der Stundenzeiger einer Uhr die Anzahl der Umdrehungen des Minutenzeigers anzeigt.
Die Zahnstangenübersetzung hat den Vorteil, dass die Messuhr einen großen Messbereich hat. Messuhren erreichen eine Genauigkeit von ca 1/100 mm .
Feinzeiger
Der Nachteil von Messuhren ist die relative ungenaue Zahnradübersetzung. Feinzeiger arbeiten mit einer Hebelübersetzung, die wesentlich genauer ist. Feinzeiger erreichen deshalb eine Genauigkeit von fast 1/1000 mm. Ihr Nachteil ist, dass sich der Zeiger von Feinzeiger nicht mehrmals drehen kann (siehe Bild des Feinzeigers am Messständer) und deshalb der Messbereich von Feinzeigern nicht groß ist.
elektrische Messtaster

Elektrische Messtaster werden ähnlich angewendet wie Messuhren und Feinzeiger, aber sie unterscheiden sich in Aufbau und Funktionsweise.
Induktive Messtaster (Bild rechts mit Anzeigegerät) arbeiten analog und erreichen sehr hohe Genauigkeiten bis zu einem 1/100 µm = 1/100'000 mm.
Man verwendet sie z.B. um Parallelendmaße ( siehe unten ) zu vergleichen.
Digitale elektrische Messgeräte arbeiten mit einer elektronischen Strichteilung. Sie sind wesentlich ungenauer als induktive Messtaster (bestenfalls 1µm = 1/1000 mm), können aber dafür sehr große Messbereiche abdecken. Sie werden z.B. in digitalen Messschiebern, CNC-Maschinen und 3D-Messmaschinen eingesetzt.
Endmaße
Endmaße sind Klötzchen aus Metall oder Keramik, die ein bestimmtes Maß sehr genau verkörpern. Auch der Urmeter in Paris ist ein Endmaß, allerdings wird er nicht mehr benötigt, weil man heutzutage einen Meter optoelektronisch genauer vermessen kann als mit dem Urmeter.
In Werkstätten werden Endmaße aber weiter benötigt, denn jede Werkstatt kann mit Endmaßen die eigenen Messgeräte und Lehren überprüfen oder direkt Messungen vornehmen.
Parallelendmaße

Die wichtigsten Endmaße sind Parallelendmaße. Parallelendmaße sind quaderförmige Blöcke, die man zusammensetzen und mit denen man jede Länge auf rund 1/1000 mm genau erzeugen kann.
Die Endflächen von Parallelendmaßen sind so genau gearbeitet, dass sie aneinander haften, wenn sie angeschoben wurden. Anschieben nennt den Vorgang, mit dem Endmaße zusammengesetzt werden. Allerdings können die Flächen unlösbar verschweißen, wenn sie zu lange angeschoben bleiben. Auch sonst müssen Endmaße sehr pfleglich behandelt werden.
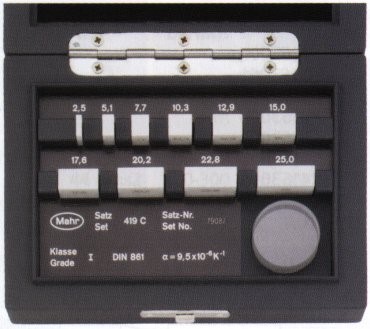
Rechts ist ein Satz von keramischen Endmaßen in einer Abstufung dargestellt, der zum Prüfen von Messschrauben verwendet werden kann. Mit dem Planglas (rechts unten im Kasten) kann man die Ebenheit der Messflächen der Messschraube prüfen.
Im Bild links sind angeschobene Parallelendmaße dargestellt. Um Wärmeübertragung von der Hand auf die Endmaße zu vermeiden greift man sie mit einem Klemmhalter.
Für allgemeine Anwendungen verwendet man Endmaße mit systematischer Abstufung. Ein Normalsatz enthält 45 Endmaße mit den Längen 1,001 bis 1,009 mm; 1,01 bis 1,09 mm (in 0,01 mm-Stufung); 1,1 bis 1,9 mm; 1 bis 9 mm und 10 bis 90 mm. Damit können alle Maße zwischen 3 und 100 mm in 0,001 mm-Stufung mit nicht mehr als 5 Endmaßen kombiniert werden.
Parallelendmaße werden optisch geprüft. Wenn man einen geprüften Satz von Parallelendmaßen hat, kann man andere Parallelendmaße mit induktiven Messtastern vergleichen.
Winkelendmaße
Zylinderendmaße
Kugelendmaße
Winkelmesser
Haarlineal (DIN 875); eng: straight edge ruler, frz: règle à filet selon
- unvollständig -
Literaturhinweise
siehe übergeordnete Seite